
Alles beginnt mit einer Erfahrung.
Die Idee für eine Arbeit kommt sehr direkt, oft unvermittelt, aus mir heraus – meine Gedanken kreisen dann immer und überall, wo auch immer ich mich aufhalte, um die Ausführung.
Schrittt für Schritt gehe ich dann voran, oft von Skizzen ausgehend, manchmal direkt in Ton, Wachs oder Gips modellierend.
„Man darf das Material nicht quälen“ – dieser Ausspruch von Fritz Wotruba begleitet mich bei allen Experimenten mit Neuem. Jedes Material hat Möglichkeiten und Grenzen, die man respektieren sollte.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Idee und Materie
Im Idealzustand ist man Medium zwischen Idee und Materie, jenseits von Zeit und Raum, vollständig konzentriert auf Form, Linie, Oberfläche.
Die Bildhauerei ist langsam – man kann schwer sagen, wann eine Skulptur, ein Portrait fertig sein wird. Man bleibt solange dran, bis es nicht besser werden kann, oder kurz davor. Diesen Moment zu erkennen, ist essentiell.
Es ist ein kontinuierlicher Prozess, in den alles Erlebte, auch gedanklich, einfließt. Was im Atelier und in der Werkstatt entsteht, ist sowohl Resultat, als auch Teil dieses Erlebens.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
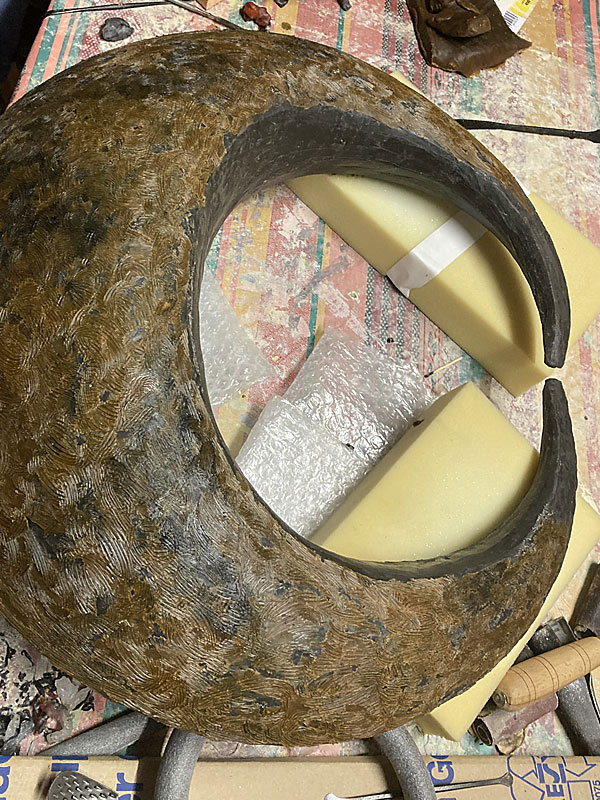
Entstehung der Bronzeskulptur Attraction
Zuerst wurde ein Modell in Originalgröße direkt in Gips aufgebaut, über ein Metallgerüst.
In der Bronzegießerei wurde das Modell getrennt und eine Negativform, eine Stückform in Gips, erstellt.






Aus der Negativform wird nun ein Wachsmodell gegossen, ca.4 mm dick, gefüllt mit einer Schamottemasse. Diese verhindert Verformungen. Das Wachsmodell wird dann mit Kanälen versehen, die an einer erhöhten Stelle zusammenlaufen, hier wird später der Einguss für die Bronze sein. Auch an Kanäle zum Entweichen der Luft muss gedacht werden. Nun wird das Ganze mit Holzbrettern verschalt und auch mit Schamottemasse umgossen.
Nun ist das Wachspositiv mit den Kanälen von allen Seiten gestützt, es ist bereit für den Ofen. Hier bleibt es für 2 bis 3 Tage, wird langsam erhitzt und langsam wieder abgekühlt, so dass das Wachs langsam und komplett aus der Schamotteform entweichen kann. Je nach Größe und Form einer Skulptur kann das variieren und auch auf die Temperatur muss geachtet werden, es dürfen keine Rückstände durch ein Verkohlen des Wachses bleiben. Das komplette Wachsmodell sowie alle Kanäle werden so zu einem Hohlraum. Die Schamottemasse wird fest und stabil gebrannt.
Jetzt kommt der magische Moment des Bronzegusses. Die Bronze wird auf ca. 1000 Grad Celsius erhitzt – auch hier ist wieder das Feingefühl des Gießers wichtig, die Bronze darf nicht zu heiß werden, es entstünde Ruß und sie würde beim Gießen blubbern. Sie muss aber heiß und flüssig genug sein, um in jeden Winkel der Hohlräume zu gelangen.




Mit hoher Konzentration heben die Gießer den Gusskessel hoch und gießen die Bronze in die wieder verschalte Schamotteform, bis alle Hohlräume gefüllt sind. Die Reste der Bronze werden sofort wieder in Barrenformen gegossen, wo sie bis zum nächsten Einschmelzen abkühlen.
Nach einiger Zeit kann man bereits die Schamottemasse vorsichtig abklopfen, der erhärtete Rohguss kommt zum Vorschein.



Sobald die Bronze vollständig ausgekühlt ist, wird sie innen und außen gereinigt. Nun entfernt der Ziseleur die Kanäle, schleift überschüssige Kanten ab, schweißt kleine Löcher zu und schweißt die Einzelteile der Skulptur wieder passend zusammen.
Der letzte Schritt ist jetzt die Patinierung, hier wird die Bronze erhitzt und durch eine chemische Reaktion mit z.B. Sulfur eine Patina in die Oberfläche eingebrannt.



Aktuelles
Aktuell #1, Traumtänzer Bronze!
Höhe ca. 100 cm.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Aktuell #2, im Studio – es ist ein Mädchen!
Gipsmodell in Vorbereitung zum Bronzeguss, voraussichtlich fertig und schön platziert Ende Januar 2022!
Höhe ca. 95 cm – es wird noch daran gearbeitet.
Ebenfalls in Arbeit: eine kleine Variante in Wachs,
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Update zum Trollmädchen
Erster Entwurf fertig gegossen, Blick in die Gießerei
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Weiteres zur Entstehung allgemein
Ton, Wachs, Gips oder Bronze – meine Hände sind ständig mit unterschiedlichen Materialien beschäftigt…sie modellieren, formen, spachteln, schleifen unaufhörlich. Neues entsteht, altes wird neu zum Leben erweckt – jedes Stück wird einzeln von Hand gefertigt und mit Hingabe zur Vollendung gebracht. Das gleiche Stück, anders patiniert, gewinnt eine eigene individuelle Ausstrahlung.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}